
ساخت و مونتاژ انواع تابلو برق
ساخت و اسمبل انواع تابلو برق ایستاده ، توکار و روکار با بهترین کیفیت و نازل ترین قیمت
مشخصات تابلو های ایستاده :
- جریان کاری تا 4000 آمپر
- ولتاژ ایزوله تا 690 ولت
- جریان اتصال کوتاه تا 180 کیلوآمپر
- فرکانس کاری تا 60 هرتز
- سلول طرح ریتال و زیمنس تا عرض 180 سانتیمتر
مشخصات تابلو های توکار و روکار:
- جریان کاری تا 1000 آمپر
- جنس بدنه آلمینیوم و آهن و استیل
- تا عرض 2 متر
- ولتاژ ایزوله تا 690 ولت
- فرکانس کاری تا 50 هرتز
- ضخامت ورق از 1 تا 2 میلیمتر

مراحل ساخت تابلو
طراحی :
ابتدا با توجه به نیاز کارفرما ، شرایط محیطی نصب تابلو و با رعایت استاندارد های موجود بهترین طرح انتخاب شده و بر روی نرم افزار سالید ورک پیاده خواهد شد.
برش و خم و جوشکاری :
با استفاده از طراحی انجام شده توسط برش لیزر (CNC) ورق خام تابلو برش خورده و بعد از خم خوردن با استفاده از دستگاه پانچ انواع سوراخکاری های موجود روی درب و بدنه انجام خواهد شد.
رنگ تابلو :
رنگ کاری تابلوهای برق در چهار مرحله انجام می گیرد. مرحلۀ اول چربی زدایی است. چربی زدایی را می توان به کمک محلول های شیمیایی مثل نفت، بنزین، محلول های قلیایی و یا حتی با استفاده از روش اولتراسونیک انجام داد. پس از مرحلۀ نخست نوبت به زنگ زدایی و فرزکاری می رسد. این کار به کمک سمباده ها یا برس های سیمی صورت می گیرد. البته در این مرحله نیز می توان از محلول های اسیدی قوی مانند اسید سولفوریک و یا اسید کلریدریک استفاده کرد. استفاده از محلول های اسیدی برای زنگ زدایی اگرچه روش مناسبی است اما باید دقت کرد که خوردگی صورت گرفته در سطح فلزات کنترل شده باشد.
مرحلۀ سوم در رنگ کاری تابلوهای برق را فسفاته کاری نام گذاری می کنند. فسفاته کاری از زنگ زدن سطح فلزات جلوگیری می کند و باعث تقویت میزان چسبندگی فلز می شود. مسئله ای که در مرحلۀ آخر رنگ کاری سطوح فلزی را ساده تر می نماید. به علاوه فسفاته کاری به نوعی سطح فلزات را عایق می کند که در امر طراحی تابلوهای برق اهمیت زیادی دارد. عمل فسفاته کاری اغلب به صورت غوطه وری در محلول های شیمایی مثل اسید فسفریک و اسید نیتریک انجام می شود.
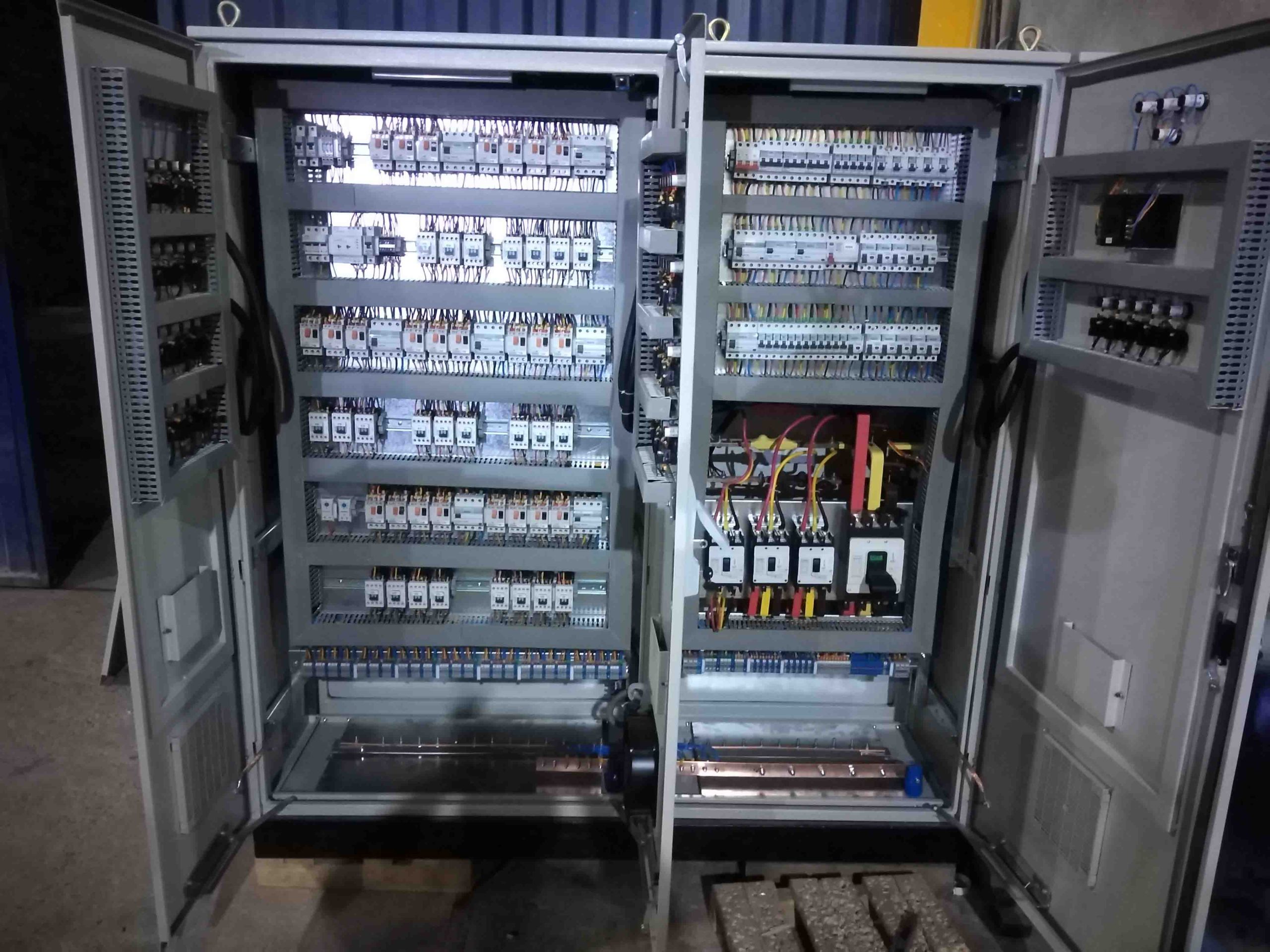
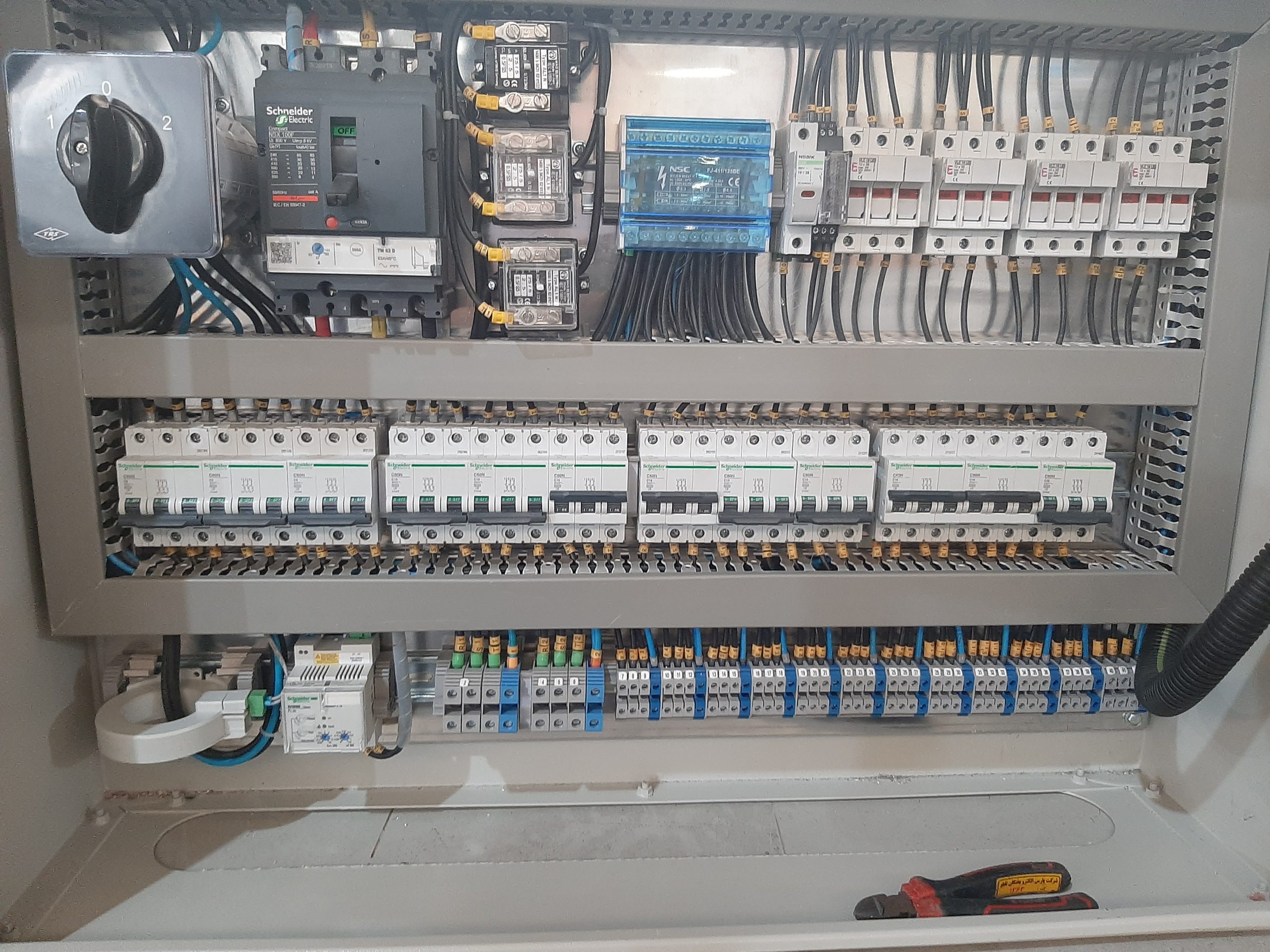
مونتاژ قطعات میکانیکی و الکتریکی :
در این مرحله سینی ، درب و مطعلقات تابلو مونتاژ شده و سپس طبق طراحی انجام شده قطعات الکتریکی تابلو جانمایی شده و سیم کشی های مربوط انجام می شود.
بازرسی فنی و مهندسی :
در نهایت تابلو اسمبل شده توسط کارشناسان شرکت بررسی و تست می شوند.